
先進粉末高溫合金製備工藝詳解_鎳基高溫合金粉
點擊量:3149 發布時間(jiān):2016-12-23 作者:快猫视频APP下载安装(上海)增材製造技(jì)術有限公(gōng)司
粉末高溫合金是製造高性能航空發動機渦(wō)輪(lún)盤等轉動部(bù)件的關鍵(jiàn)材料。針對國外粉(fěn)末高溫(wēn)合金的研究曆史(shǐ)和現狀,結合粉末高溫合金(jīn)的製備工藝流(liú)程(chéng),重點對比分析了國內外不同粉末(mò)製備工藝、粉(fěn)末固結工藝、盤件成形工藝的特點。
由於高溫合金具有合金化程度高的特點,鑄錠(dìng)偏(piān)析問題十分突出,熱(rè)加工性能差,采(cǎi)用傳統的鑄鍛(duàn)工(gōng)藝很難成型。而粉末高溫合金(jīn)利用粉末冶(yě)金方法製備高溫合(hé)金,具(jù)有成分均勻,無宏觀偏析,製(zhì)件性能穩定,熱加工變形(xíng)性能較好(hǎo)等優點。因此,粉末高溫合金在各個領域都具有廣闊的發展前景[1]。
上世紀60年代初,隨著快速凝固氣霧化粉(fěn)末製備技(jì)術的(de)興起,1965年發展了高純預合金粉末製備技術[2]。美國P&WA(Pratt&WhitneyAircraft)公司首先將Astroloy合(hé)金製(zhì)成預合金粉末,成功地鍛造出(chū)力學性能(néng)相當或略高於鑄鍛高溫合金Waspaloy的盤件,開創了粉末高溫合金盤件用於航空發動機的先河。P&WA公(gōng)司於(yú)1972年將IN100粉末(mò)高溫合金製備的壓氣機盤和渦輪盤等11個部件用於F100發動機,裝(zhuāng)配在F15和F16飛機上(shàng),從此粉末高溫合金進入了實際應用階段。

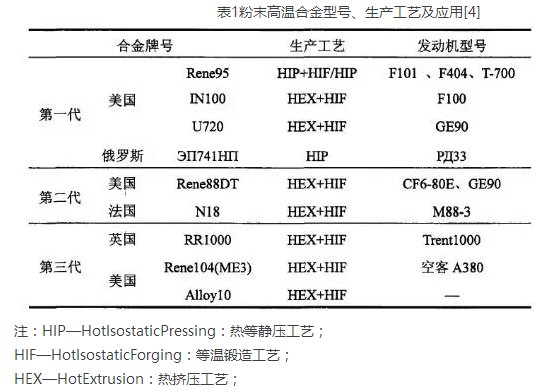
為滿足新一代航空發動機的需求,相繼出現了(le)由美國國家航(háng)空航天局(NASA)、普惠、通用公司合作開發的Rene104高溫合金、Honeywell公(gōng)司開發出來的(de)Alloy10高溫合金(jīn)以及由NASA幵發的LSHR高溫合金等(děng)眾多具有優良綜合性(xìng)能的粉(fěn)末鎳基高溫合金。Rene104合金與美國其他粉末冶金高溫合(hé)金的(de)製備工藝類似(sì),釆用氬氣霧化工藝製備合金(jīn)粉末,之後壓實成形,通過熱擠壓獲得完全再結晶組織的棒料,再(zài)通過超(chāo)塑性等溫鍛(duàn)造工藝獲得零部件毛坯,經過熱處理和機(jī)加工獲得最終的零部件。
美國(guó)鎳基粉末高溫合金生產工藝的特點主要在於(yú)其特殊的(de)合金粉末製備方法,即氬氣霧化法,以及隨後進行的“熱擠壓+等溫鍛造”工藝成型,該工藝製備的零部件組織均勻,無宏觀偏(piān)析(xī),熱加工(gōng)性能好。
俄羅(luó)斯幾乎與(yǔ)美國在同一個時期開始該合金(jīn)的研製工作,在這一領域進行了開拓(tuò)性的(de)研究工作,發展了具有自身特色的鎳基粉末高溫合金製備技術,並取得了重要成果。
蘇聯的全俄輕合金研究院(yuàn)在20世紀80年代成立了粉末高溫合金研發實驗室,開始研製鎳基粉末高溫合金。從此,蘇聯在粉(fěn)末高(gāo)溫合金領域占據了一席之地(dì)。蘇聯(lián)製備粉末高溫合金的主要工(gōng)藝與美國(guó)大不相同:高溫(wēn)合金電極(jí)棒的製備一等離子(zǐ)旋轉電極霧化(huà)製粉一粉末預處理一包套封焊及除氣一熱等靜壓成型一熱(rè)處理一(yī)機加工(gōng)一成品。
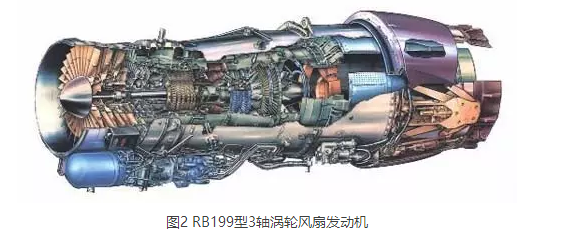
英、法等國在鎳基粉末(mò)高溫合金研製領域也同樣展開了研究工作[3]。英國威合金公司(WigginAlloys)在(zài)1975年(nián)裝備了一條年產1000t粉末高溫合金的生產線,同時(shí)配備了熱等靜壓機及等溫鍛造機。英國羅羅公(gōng)司(Rolls-Royce)和威合金公司合作,成功研製出AP-1鎳基粉末高溫合金,並應用在RB211發動機上(shàng),隨後德國默透公司將(jiāng)該合金用於RB199發動機上。法國通過調整Astroloy合金的成分,進一步將低(dī)碳含量,研製(zhì)出N18鎳(niè)基粉末高(gāo)溫合(hé)金,並(bìng)用於M88發動機上(shàng)。隨後,法國又陸續開發了N19、NR3、NR6等粉末高溫合金。
目前(qián)我國已經形成了(le)等離子旋轉電極霧(wù)化製(zhì)粉+熱等靜壓成型+包套鍛造+熱處理”的鎳基粉末高溫合金製備工藝路線。
美國粉末高溫合金組織均勻、性能穩定,其工藝的主要特點是釆用氬氣霧化製粉+熱擠壓(yā)+等溫鍛造成型。而俄羅斯開創了粉(fěn)末高溫合金製備工藝的又一領域,其粉末高溫合金的生產(chǎn)工藝(yì)是:合金熔煉(liàn)及加工電極+等離子旋轉電極製備合金粉(fěn)末+粉末處理+包套製作及封焊+熱等靜壓成型+熱處理+機加工[4]。
我國(guó)粉末高溫合金(jīn)的製備工(gōng)藝在借鑒俄羅斯的(de)基(jī)礎上,進行了適合我(wǒ)國國情的調整。生產粉末高溫合金的一般工藝流程如下:
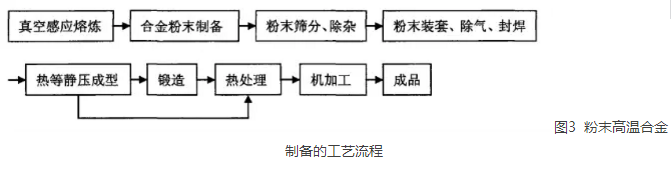
圖3 粉末高溫合金製備的工(gōng)藝(yì)流程
1、粉末(mò)製(zhì)備工藝
目前為(wéi)止,高溫合金製粉方法中最重要的就是霧化法。19世紀30年代,霧化法被首次應用在鐵粉製備領域。經過幾(jǐ)十年的發展,該(gāi)方法仍然是製備合金粉末的(de)重要方法。
目前(qián)在實際生產中主要(yào)采用氬氣霧化法(AA)和等(děng)離子旋轉電極霧(wù)化法(PREP),示意圖如圖4所示[6]。
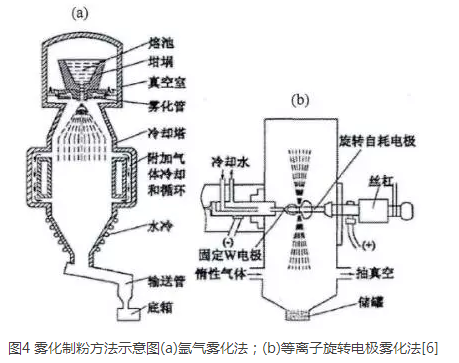
氬氣霧化法是用氬氣(qì)吹噴融化的高溫合金(jīn)流,而製得合金粉末。如圖4(a)所示,氬氣霧化(huà)係統含有一套很長的冷卻塔,冷卻塔的頂部安裝了噴嘴,可以噴出高壓的氬氣,使熔化的金屬被迅速分散成液滴(dī)。霧化過程(chéng)中氬氣的熱擴散可(kě)能會導致氣壓差,使噴嘴處氬氣停流,為了避免這種情況出現,多餘的氬氣(qì)將在冷卻塔重新冷卻、回流到(dào)熔化室。這使得將大體積(jī)鑄錠霧化成粉得以實現(xiàn)。在實際霧化過程中,熔化室和冷卻塔之間會保持約0.2atm的壓差。凝固的(de)金屬顆粒在霧化係統底部的冷卻區域進(jìn)一步被冷卻,並被輸送到一係列的手套箱中進行粒度篩分。
等離子旋轉電極(jí)霧化製粉法不僅可以霧化低熔點的金屬和合金,還可以製取難熔(róng)金屬粉末。如(rú)圖4(b),將要霧化的金屬或(huò)合金製備(bèi)成直(zhí)徑50mm圓棒狀旋轉自耗電極,固定在送料器上,通過真空泵將(jiāng)粉(fěn)末收集室先抽成真空,然後充入氬氣,使粉末收集室內保持氬氣微正壓,通過固定的鎢電極產生電弧使金屬或合金熔化。當自耗(hào)電極(jí)快(kuài)速旋轉時,離心力使熔化的(de)金屬或合金液(yè)滴飛出,熔滴在尚未碰到收集室器(qì)壁以(yǐ)前,就凝固於惰性氣體氣氛之中。旋轉電極轉速在10000-20000r/min之間,生產的粉末粒度較大(dà)。由於等離子旋轉電極霧化法(fǎ)不(bú)受熔化坩堝的汙染,生產的粉末十分純淨,尤其適用於高溫合金的製備。
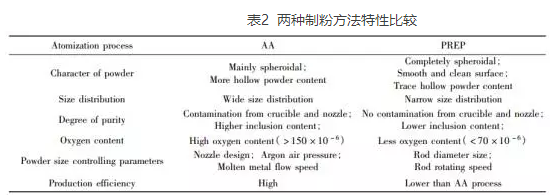
在高溫合金粉末工業生產中,美國和西方國家主要使(shǐ)用AA法,俄羅斯使用PREP法,我國使用PREP法和AA法。2種製粉方法特性比較[7]見表2。
2、粉末固結(consolidation)工藝
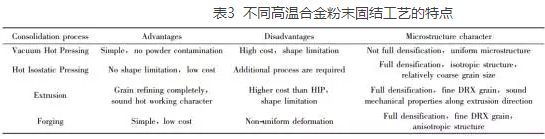
由於高溫合金粉末往往含有Cr,Ti,Al等難燒結元素,同時這些元素在燒結溫度(dù)下容易氧化,這造成了高溫合金粉(fěn)末不能采用通常的直接燒結工藝來成形。對於粉末高溫合金來說,往往要求在高(gāo)溫高壓的環境下成形。目前常用的有真空熱壓成形(VacuumHotPressing)、熱等靜壓成形(xíng)(HotIsostaticPressing)、電火花(huā)燒結(SparkSintering)、擠壓(Extrusion)、鍛造(Forging)等成形方法。在(zài)上述粉末固結工藝中(zhōng),粉末渦輪盤用得最多的是熱等靜壓成形和熱擠(jǐ)壓(yā)。表3為高溫合金粉末不同固結工藝的特點(diǎn)對比[8]。
熱擠壓成(chéng)形在歐美等國應用較多,由(yóu)普惠公司(sī)首先使用,美國大部分鎳基粉末高溫合金都采用該方(fāng)法成形。該方法是直接將合金粉(fěn)末擠壓成坯體,合金粉末在真空下裝入包(bāo)套在擠(jǐ)壓過程中成(chéng)型。髙溫(wēn)擠壓成型的過程中,包套(tào)內的粉末顆粒變形量大、變形程度高,粉末顆粒承受(shòu)剪(jiǎn)切力和熱壓力,使粉末中的枝晶破碎。由此(cǐ)方法得到的合金晶粒細小,具有(yǒu)一定的超塑性。將材料在細晶超塑(sù)性狀態(tài)下鍛造成型,再通過熱處理得到力學性能良(liáng)好的(de)高溫合金。
英美等發達國家也有采用(yòng)熱等靜壓(yā)+等溫鍛造(zào)的工藝使粉末高溫合金成型。該方法由通用公司首先采用,等溫鍛(duàn)造是鍛造的一種形(xíng)式,將合金粉末在真空下裝入包套並熱等(děng)靜壓成型,隨後將成型之後的包套放在模具中,以較慢變(biàn)形(xíng)速率進行熱變形。其特點是晶粒細小,組織(zhī)均勻,精度高,節省材料,降低機加工成本。同時,等溫(wēn)鍛造也存在一些缺點(diǎn),比如,模具材料及其加工成本高,生(shēng)產效率較低,鍛造條件(jiàn)要求較高,引(yǐn)起高成(chéng)本等。
我國目(mù)前尚沒有大型(35000)立式擠壓機,不能采用熱擠壓+等溫鍛(duàn)造的工藝。北京航空材料研(yán)究院和北京鋼鐵研究總院(yuàn)等單位均配備了大(dà)型熱等靜(jìng)壓機(jī),但等溫鍛造(zào)設(shè)備及模具等關鍵問題尚不能完全解決(jué)。目前,我國(guó)在製(zhì)備鎳基粉(fěn)末高溫合(hé)金(jīn)方麵多釆用直接熱(rè)等靜壓成(chéng)型或熱等靜(jìng)壓+包套鍛造工藝,同時也在發展等(děng)溫鍛造。
對於熱等靜(jìng)壓工藝,一(yī)般工藝流程是將處理後的高溫合金粉末裝入碳鋼(gāng)或不鏽鋼包套中,並抽成真空,在常溫或一(yī)定溫度下使粉末繼(jì)續(xù)除氣,然後封焊。將封好的包套置入熱等靜壓爐中,升溫至一定溫度保(bǎo)溫,以一定的(de)氬氣保持壓力。
從而使粉末達到致密的狀態,並具備所需要的(de)力學性能。直接熱等靜(jìng)壓成型的工藝取得成(chéng)功,降低成本左右。發動機上使用的零件,至今仍采用(yòng)直接熱等靜壓狀態的零件。
在上述粉末固結工藝中,熱等靜壓(yā)和熱擠壓是主要的密實工藝(yì)。這兩種工(gōng)藝都是在一(yī)定的溫度和壓力下的粉末熱塑性變形和再結晶過程,但是熱擠壓工藝的粉末變形量和變形速率更大。
3、盤件成形工藝
盤件成形(xíng)工藝[9]主要有直接熱等靜壓(yā)成形和鍛造成形,對於直接熱等靜壓成形生產的(de)粉末盤件(jiàn),粉末固結和盤件成形是在同一HIP工序中完成的(de)。俄羅斯粉末高(gāo)溫合金的主導成形工藝是直接熱(rè)等靜壓(As-HIP)成形,在熱等靜壓過程中材料收縮和應力狀態的研究及包套的計(jì)算機模擬(nǐ)輔助設計等方麵都居世界前列,經過四十餘(yú)年的(de)發(fā)展,HIP成形工藝日趨完善。與俄羅斯相比,美國粉末盤件的成形工藝種類更為豐富,包括As-HIP成形、熱模鍛、ITF(等溫鍛)等工藝。我(wǒ)國的粉末高溫合金盤件采(cǎi)用直接熱等靜壓成形和鍛造成(chéng)形2種工(gōng)藝製備[10]。FGH97粉末盤件(jiàn)的製(zhì)備工藝流程與俄(é)羅斯EP741NP合金完(wán)全相同,采用直接熱等靜(jìng)壓(yā)工藝成形。

